


- 技术参数
Technical parameters
- 实验案例
Experimental cases
- 应用提示
Application Tips
- 配件详情
Accessory Details
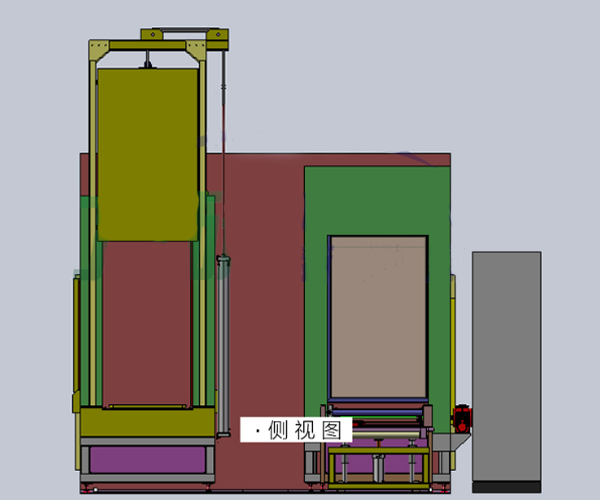
一、设计依据
1 工件名称:汽车配件塑料管道成型设备
2 工件材料:PPA PPS PA12 PA6.12等
3 工作节拍:2---5min/框可调
4 烘烤温度:室温至200℃可调
5 加热方式:天燃气、电、热导油、蒸汽等
6 工艺流程:上料+加热+保温+急冷+冷却 +下料
7 设备主体材料:外表面碳钢高温烤漆处理+内表面及风道不锈钢304材料
8炉门开启方式为:气动升降。
设备采用的新技术及优点:
1采用台湾进口不锈钢发热管,功率为91KW,微电脑控制器配合电热偶及SCR可控硅电力调整器来控制发热管的发热量,当温度维持在恒温时,只有30%-40%的发热管功率工作,维持室内的温度。减少电能的浪费,以及达到节能减排的要求。
2 料架输送机构大量采用我公司成熟使用的电机+输送链+导轨输送机构(节拍运行),使转移运行速度快,运行平稳。
3 进料口 独特的过渡区结构设计,大大满足的产品工艺要求。提高的产品的受热温度稳定性。4 多项节能措施的配合使用,使设备运行达到最高的经济性和最低的造价。
|
主要技术参数 |
|||
|
设备设计占地 |
≤14m×4.5m×4.1m(长×宽×总高); |
||
|
操作区尺寸 |
长1.68m×宽1.0m×高0.85m; |
||
|
上料等待区尺寸 |
长1.6m×宽1.2m×高0.85m; |
||
|
预热区尺寸 |
长1.9m×宽1.2m×高4.1m; |
||
|
恒温加热区尺寸 |
长4m×宽1.2m×高4.1m; |
||
|
过渡区尺寸 |
长1.9m×宽1.2m×高4.1m; |
||
|
急冷区 |
长2.1m×宽3.3m×高3m; |
||
|
冷却区 |
长8.4m×宽1.3m×高2.75m; |
||
|
下料 |
长1.6m×宽1.3m×高0.85m; |
||
|
加热炉设计温度 |
室温~200℃可调; |
||
|
温度均匀度 |
≤±3℃(空载恒温测试范围内); |
||
|
温度控制 |
采用多段加热方式,加热区每段可单独控制加热温度; |
||
|
设备表面温升 |
≤室温+15℃;(炉口、接缝出除外) |
||
|
设备总功率 |
170KW; |
||
|
废气排放口 |
自然排气,开度手动可调; |
||
|
门结构 |
加热炉进、出料口为气动提升门(达到效果:保温/断热/快速、轻松打开、关闭);(达到效果:挡水/断热效果/防止水/水雾扩散)。 |
||
|
传动链速度 |
加热区调速范围:调速范围6~15m/min; |
||
|
输送轨道 |
采用P38.1大滚子链条+不锈钢角铁轨道;材质为304不锈钢; |
||
|
|
|
||
|
冷却方式 |
急冷区: 冷凝机组:选用比泽尔JZBF09M型1台(或同等型号) 压缩机选型:4CES-9-40S 冷却区:冷凝机组:选用比泽尔JZBF10M型1台(或同等型号) 压缩机选型:4VES-10-40P
|
||
|
料车跟踪 |
采用光电和接近开关采集、跟踪料车位置; |
||
|
电 气 控 制 系 统 |
|||
|
温度控制 |
西门子触摸屏+西门子PLC对整个程序进行控制,配温度模块,每个温区进行独立控制,用温控表控制,与PLC通讯。模块连续缓冲式输出控制加热器, 采用电力调整器控制的电流大小。颠覆传统过零触发时带来的电流瞬间冲击大、控温波动大等影响,可使输出电压平稳线性变化,控温效果更稳定,性能更卓越,(可根据温度的误差大小自动调整输出功率的大小)使温度更加精准;功能有PID自整定、自动恒温、自动计时、超温断电、漏电保护断路器、电机过载保护等功能,其它电器均是施耐德同等品牌。 |
||
|
温度显示 |
采用西门子PLC+西门子触摸屏,配感温元件。 |
||
|
感应器 |
采用机械/光电感应器,保证料架运行平稳。 |
||
|
安 全 保 护 系 统 配 置 |
1、超温报警系统 2、过电流保护:防止电机烧毁及跳脱。 3、电机与加热连锁装置:即先鼓风后加热。 4、控制线路保护:防止电路短路,造成意外。
|
||


 姓名:
姓名: 电话:
电话: 留言:
留言: